Description
Erosion is the deterioration of the surface of a material by loss of small particles, caused by the frictional forces between two surfaces.
The general corrosion of a surface will proceed at a given rate, often relatively slowly, dependant on the rate of exposure of the underlying metal and its reaction with the corrosive environment. The presence of the corrosion deposits may be a limiting factor in the corrosion rate and if these deposits are regularly or continuously removed by abrasive wear, or erosion, the corrosion rate is accelerated.
Mechanism
Erosion can be caused by several factors. These will include the direct rubbing of two relatively large surfaces in contact, such as with brake pads acting on a brake disc, or the effect of small particles impinging on a surface as may be expected with water carrying sediment flowing through a pipe; the sediment particles will abrade the surface of the pipe. This abrasion, or removal of material from the impacted surface, is caused in different ways depending on the nature of the impacting particle, and primarily by its shape and hardness. A hard particle with sharp edges may cut the surface causing the detachment of small sections of material whilst a rounded particle may cause deformation with a raised lip at the edge of the impact crater. This lip, under repeated impact, may then fracture and detach, causing a loss of material from the surface.
Erosion can also be caused by the direct effects of the flow of liquids or gasses and especially at high temperatures as experienced in jet engines and gas turbines. This may include impingement of liquid droplets on a surface and cavitation, a type of impingement corrosion, where sudden drops in liquid pressure can cause gas bubbles to form as the liquid turns to vapour. As these bubbles flow away from the low-pressure area, they collapse creating shock waves that can be of sufficient magnitude to cause damage by stress to adjacent metallic surfaces, in the same manner as direct contact with another object. The drop in fluid pressure can be caused by disturbances in fluid flow such as by abrupt changes in direction from bends, restrictions, surface deposits, welds etc.
Appearance
The surfaces affected by erosion and corrosion wear may vary but will typically exhibit localised areas of material loss that are smooth or undulating. This will depend on the severity or aggressiveness of the abrasive particles, the extent of bubble impingement and cavitation, and the corrosivity of the fluid or environment.
The surfaces affected by impingement may exhibit pits and troughs that will be orientated in the direction of flow. Increased flow rates will typically generate more severe directionality in these features and elongated pits in the form of ‘horseshoes’ are a typical feature.
Turbulence can cause localised damage if it is associated with isolated effects such as bends, poor joint configurations, welds, and rapid changes in direction, or more generally as with a pipe diameter that is too small for the flow; ideally, the pipe diameter should be large enough to develop lamellar flow rather than turbulent flow.
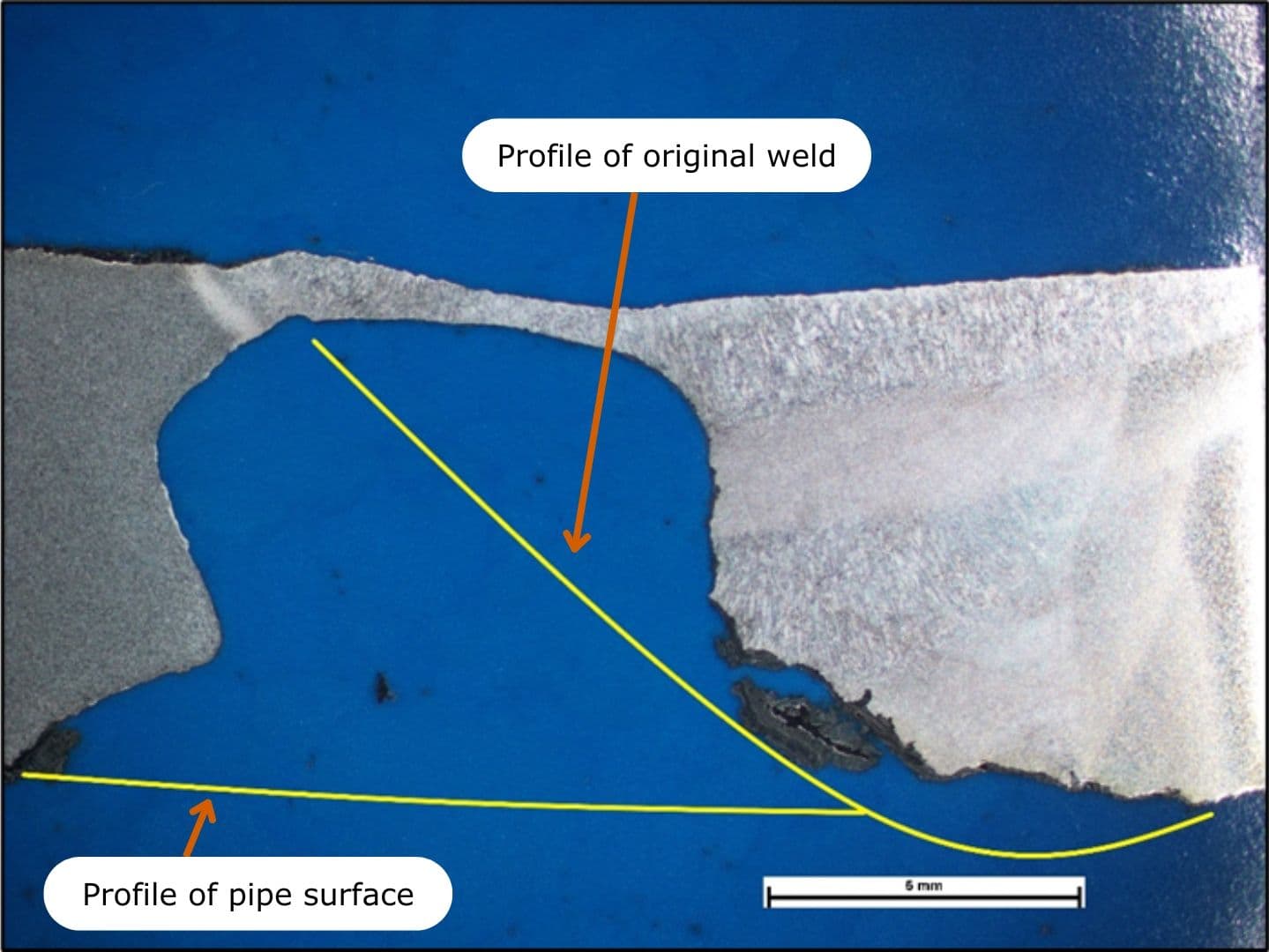
An example of localised damage from turbulent flow is illustrated in the image below. This shows a section of pipe with a repair weld that exhibited through thickness pits and cavities. The majority of the pipe surfaces had developed a thick oxide scale which was relatively intact and unaffected by the flow of the liquid (process water in this case) through the pipe i.e. lamellar flow, but the weld generated localised turbulent flow leading to (liquid) erosion, compounded by corrosion, and to the observed damage. Note that the light-grey globular particles on the surface are ‘spatter’ from the thermal cutting that the client used to remove the sample.

A section through the affected area reveals the extent of the material loss in the pit as shown below. The yellow lines indicate the original surfaces of the pipe wall and the weld profile (curved).
This next example shows a mooring ring on the quayside in a mediterranean harbour. Boats use this ring to secure their mooring lines, and over an extended period, the constant movement under load in a salty environment has resulted in accelerated material loss; it won’t be long until that ring fails.

These processes can also occur in non-metals. In this example a sight glass installed in a facility processing a water-based product was found to have reduced in thickness from 15mm to 3mm in nine months. The glass disc was installed with polymeric gaskets to create a seal around the periphery. The glass beneath the gasket was relatively unaffected, apart from some attack starting at the edge of this gasket.

The image below show the detail of the attack at the edge of the seal.
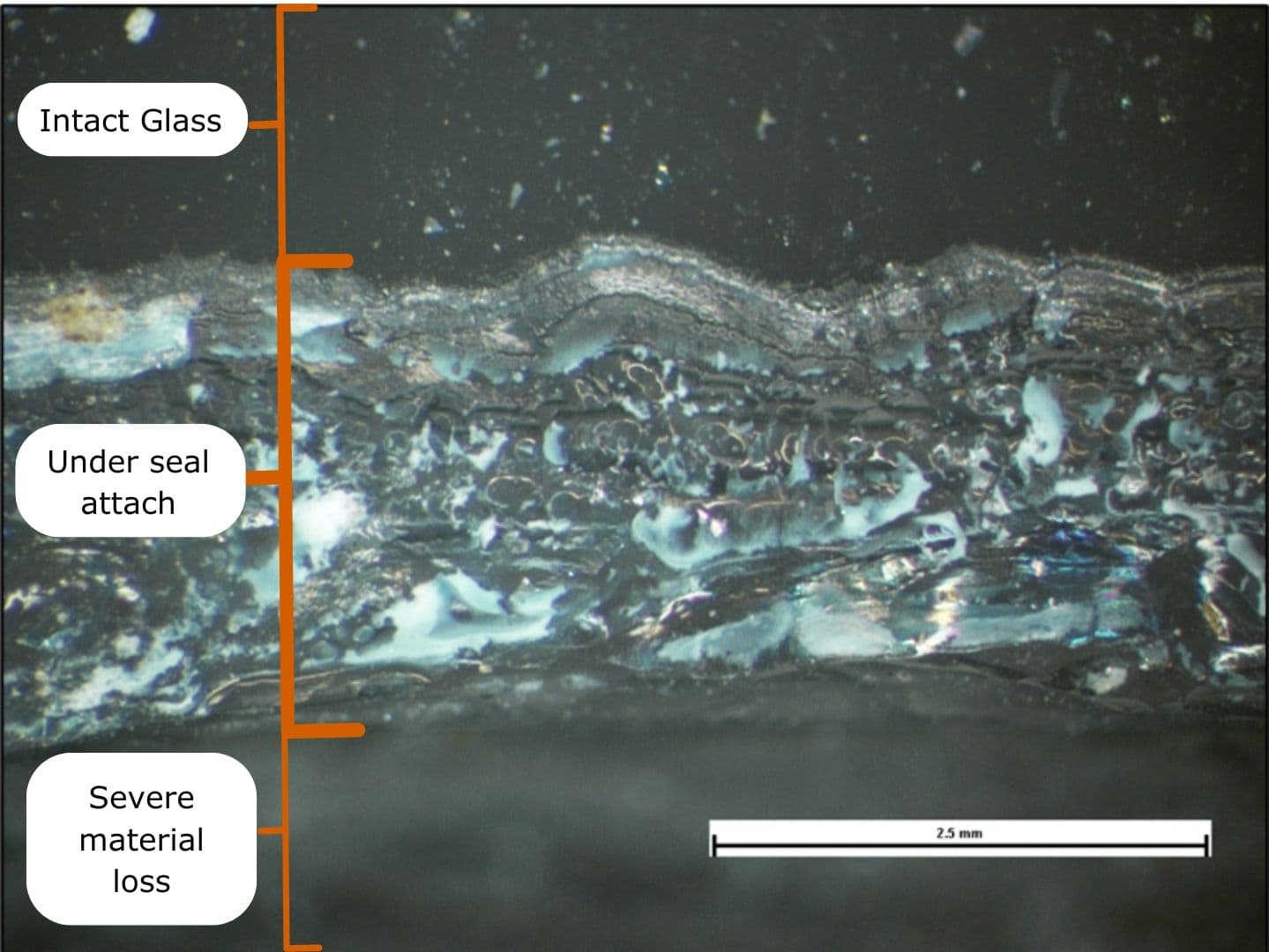
On investigation, it was discovered that the process water contained solid matter and exhibited a pH typically in the range 11.5-12. Chemical cleaners were also used with a pH of 12.5-13.5 at temperatures in excess of 100°C; hot concentrated alkali solutions are known to attack glass at pH>9. In this operating environment it was recommended that the sight glass be replaced at a greater frequency, or consider a change to a borosilicate glass which may be considered to be ‘moderately resistant’ to alkali exposure.
Avoidance
Materials selection plays an important role in minimizing erosion corrosion damage. Caution is in order when predicting erosion corrosion behaviour on the basis of hardness. High hardness in a material does not necessarily guarantee a high degree of resistance to erosion corrosion. Design features are also particularly important.
In applications where fluid flow is a dominating factor, it is generally desirable to reduce the fluid velocity and promote laminar flow; increased pipe diameters are useful in this context. Rough surfaces are generally undesirable. Designs creating turbulence, flow restrictions and obstructions are also undesirable. Abrupt changes in flow direction should be avoided and tank inlet pipes should be directed away from the tank walls, towards the centre. Welded and flanged pipe sections should always be carefully aligned. Impingement plates or baffles designed to bear the brunt of the damage should be easily replaceable.
The thickness of vulnerable areas should be increased. Replaceable ferrules, with a tapered end, can be inserted into the inlet side of heat exchanger tubes to prevent damage to the actual tubes. Several environmental modifications can be implemented to minimize the risk of erosion corrosion. Abrasive particles in fluids can be removed by filtration or settling, while water traps can be used in steam and compressed air systems to decrease the risk of impingement by droplets. De-aeration and corrosion inhibitors are additional measures that can be taken. Cathodic protection and the application of protective coating may also reduce the rate of attack.
Sometimes it just may not be possible to prevent or slow rates of degradation, or it may just be uneconomical. In these cases, replacement of degraded items at predefined intervals, or on inspection, could be preferable.
